Miscellaneous
Engineering
LED strip control panel



MOFS Synth control panel



CNC Controller upgrade
Complete re-design and re-wire of my cnc router's control systems. The original control cabinet was very large and the space was used very inefficiently. On top of that, the control was directly from a non real-time application in windows, though the parallel port, and directly into the stepper drivers.
I fist selected a new software/hardware combo to do motion control, settling on the FPGA-based kflop motion control package. It will do machine-side servo loops, instruction buffering, and much better fault handling than the old direct system. It also has a lot of wonderful IO through the kanalog board.
I then selected a cabinet that would fit under the machine nicely taking up zero additional floor space. This process involved a lot of what I'd call "card-board" prototyping to ensure all components would layout adequately. Could have been done in CAD, but was much faster to do with the components on hand.
Wiring layout was done in QElectroTech and fully documented. Contactor was added to control power to the VFD and motors. Relays were added for air and mist coolant. Kanalog provided a true 0-10v output to run the VFD, which also had a new braking resistor installed and tuning parameters updated. Inductive limit sensors were installed on all axes.
One challenge during bring-up was EMI. While the VFD and USB had some shielding, it was not actually sufficient for the frequencies involved. I tracked the issue down using an oscilloscope and added full-wrap foil shielding to both the USB and VFD output. This completely fixed the issue and was verified with more scope readings.





Martin CX4 upgrade
My father needed a very powerful mirror ball light. We happen to have some old Martin CX4s laying around, and some Mac 250 beam kit lenses. I did some optical engineering to collimate the output beam, minimize vignetting, and some mechanical bits to hold the new lens in. I'm quite pleased with the results. They look a little extreme in the photos, but for a 150w arc lamp it did a good job.








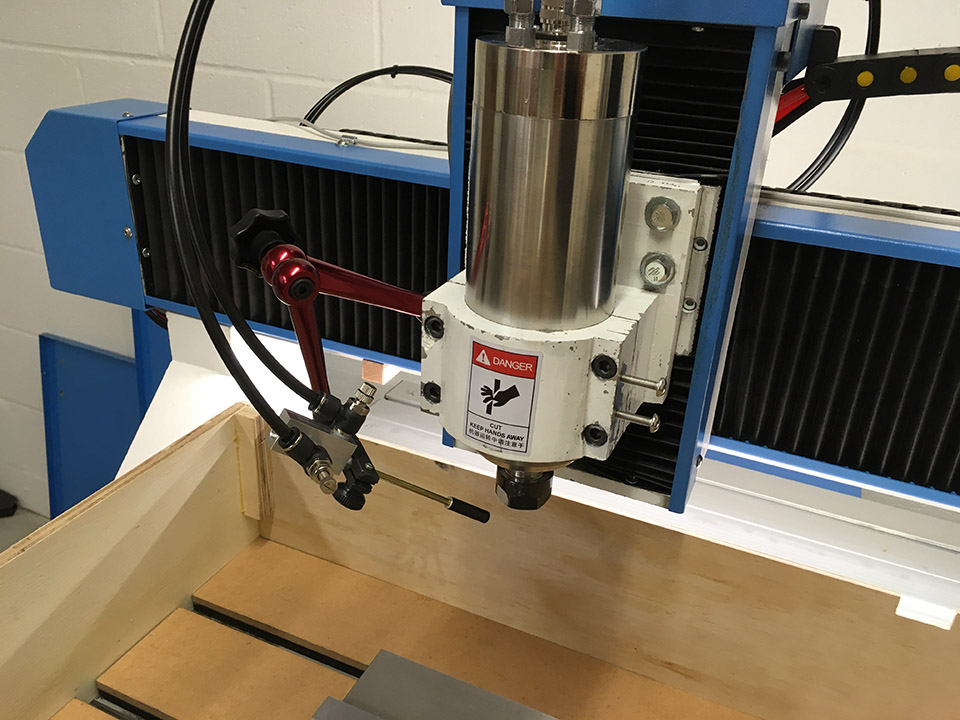
Coolant Sprayer
Finally tired of cutting aluminum dry, I built a mister for my cnc machine. There are many systems out there. I chose one with pressurized air and fluid with independent control of both. Air is regulated down to 5-15 psi. The reservoir holds the coolant under pressure. Two solenoid values control air and fluid independently. The mixer head has two needle values for flow control. It works very well for milling, but has some dripping problems I'd like to fix. I also think it could benefit from a better mixing chamber and needle valves that give you finer low end control.

Buffer Adapter
This was a small project for my father. One of his existing buffing wheels had a very poor adapter on it. I designed, turned, and milled a new one. This was made out of 6061 Aluminum. I used two large set screws with completely flat bottoms to lock onto the flat on the motor shaft. The buffing disk sits on the 60-thou shoulder and is pressed down by the conical washer and bolt. Two wrench flats allow you to hold the adapter while you tighten the bolt. This wasn't a very hard project, but used a lot of metal working skills and I'm happy with the results.

